

店長のコラム
-
 広島酒倶楽部は有限会社 福田商店(所在地:広島県福山市 代表取締役 福田哲也)が運営する広島県の日本酒を専門に通信販売するネットショッピングサイトです。
広島酒倶楽部は有限会社 福田商店(所在地:広島県福山市 代表取締役 福田哲也)が運営する広島県の日本酒を専門に通信販売するネットショッピングサイトです。
■特徴
感動的な美味しいお酒との出合い
そんなに度々あるものではありません。それ故出合った時はガッツポーズが自然にでます。
その感動を一回でも多く味わっていただきたくこのページを運営しております。 -
 詳しい突撃レポート!! 西条酒まつり細部まで!!
詳しい突撃レポート!! 西条酒まつり細部まで!!
撮影者はまだ準備が整っていない朝早くから、広い地域を歩き回られてお疲れになったことと思います、数年前に行った時とそんなに変わったところは無いものの、お店が増えているように思います。
広島街歩き 東広島市 酒まつり 2013 Part 1 では、西条駅前から南下して「五千人の居酒屋会場」「わくわく広場」次に「さけ広場」と行き西条駅に帰っていくコースです
広島街歩き 東広島市 酒まつり 2013 Part 2 では、さけ通りの一本北側の通りを移動して賀茂鶴酒造の実家の前を通り賀茂鶴酒造→亀齢酒造→少し道に迷って賀茂泉(酒蔵内部見学が抜けている)→福美人→白牡丹と移動されています、西條鶴酒造が抜けていますが、とにかくパワフルに撮影されています、お酒は飲まれたんでしょうか? -
 麹をしっかり育てて、米の内部にまで充分に麹が行き渡るようにします。そうすると米の糖化が進んで、次のステップの発酵 が活発になると言う、軟水醸造法と言われる画期的な手法を日本で初めて開発したのが、安芸津の醸造家・三浦仙三郎(1847~1908)によって発明されたことです。
麹をしっかり育てて、米の内部にまで充分に麹が行き渡るようにします。そうすると米の糖化が進んで、次のステップの発酵 が活発になると言う、軟水醸造法と言われる画期的な手法を日本で初めて開発したのが、安芸津の醸造家・三浦仙三郎(1847~1908)によって発明されたことです。 -
 ●酒米の精米
●酒米の精米
まず、酒米を精米する。普通、70%以下に精米する。
●米を洗い、吸水させてから蒸す
精米した米を洗う(洗米)。洗った米は吸水してから蒸す。
●麹づくり。酒の味が決まる重要な行程だ
蒸し米を30~32度くらいの温度に冷まし、麹菌の胞子を種付けし、麹づくりを行なう。
●「酒のもと」となる酒母づくり
小型タンクに汲んだ水に、冷ました蒸米と米麹を入れ、そこに培養された酵母を加える。
●三段階に分けて酒を仕込む=三段仕込み
酒母を大型タンクに移し、蒸米・麹・水を加える。仕込みは、三回に分けて行なわれる。
●じっくり発酵させ、貯蔵する。
発酵が進むと、「もろみ」から泡立つ状態が続き、約二十日でアルコール発酵が終わる。 -
 米と同様、日本酒の大切な要素が、「水」です。「銘醸地に酒米あり」と同様に、「銘醸地に名水あり」とは日本酒造りにおいて、必須の格言と言えます。
米と同様、日本酒の大切な要素が、「水」です。「銘醸地に酒米あり」と同様に、「銘醸地に名水あり」とは日本酒造りにおいて、必須の格言と言えます。
「水」には種類があって、大きく分ければ「硬水」と「軟水」があります。酒造りに適した水は「硬水」ですが、広島の水は「軟水」です。では、広島の醸造用の「名水」とはどのあたりにあるのでしょうか・・。
広島県内の有名な井戸は、東広島市西条の「市の井戸水」、竹原市竹原の「昭蓮寺の井戸水」、そして広島市の「比治山の井戸水」がよく挙げられます。 -
 いい酒、おいしい酒を造るためには、まずいい酒米があることは絶対条件。うまい酒に巡り会うには、酒米のことを知っておくことも必要です。
いい酒、おいしい酒を造るためには、まずいい酒米があることは絶対条件。うまい酒に巡り会うには、酒米のことを知っておくことも必要です。
酒造りに適した米のことを「酒造好適米」という。読んで字のごとく「酒造りに好く適した米」といい、酒造好適米は、いわゆる「飯米」とは違いがあります。
見た目にも、違いがあります。大粒で、米の中央部分に「心白」といわれる白い不透明な部分があるのが特徴です。また酒米は一般に稲の丈が高く、粒が大きく穂が重い。だから倒れやすく、病害虫にも弱いとされています。肥料のやり方にも品質が微妙に左右されて、普通の米よりも栽培が難しいとされています。 -
 明治30年に「軟水醸造法」を開発した安芸津の三浦仙三郎。画期的な醸造法を確立した三浦氏は、同時に酒造りにおいて、杜氏の育成の必要性を強く感じた。
明治30年に「軟水醸造法」を開発した安芸津の三浦仙三郎。画期的な醸造法を確立した三浦氏は、同時に酒造りにおいて、杜氏の育成の必要性を強く感じた。
そこで三津村(今の安芸津)の杜氏を中心とした、杜氏組合を発足させた。これが、「広島杜氏」と呼ばれる職人の集まりです。広島杜氏が今も「安芸津杜氏」とも呼ばれるのは、そのためです。
昭和50年代に、広島杜氏の手によって確立された技術。それが、「YK35仕込み」と呼ばれるものです。Yは酒米の「山田錦」のY。Kは「熊本酵母」、そして、35は精米歩合35%を示すものです。つまり、「山田錦を35%まで精米して、香りの豊かな熊本酵母で仕込んだ大吟醸酒」だったのです。 -
 ①吟醸酒:精米歩合60%以下の白米、米麹及び水、又はこれらと醸造用アルコール(95%アルコールとして白米の10%以内)を原料として吟味して製造した清酒で固有の香味及び色沢が良好なもの。
①吟醸酒:精米歩合60%以下の白米、米麹及び水、又はこれらと醸造用アルコール(95%アルコールとして白米の10%以内)を原料として吟味して製造した清酒で固有の香味及び色沢が良好なもの。
②純米酒:精米歩合70%以下の白米、米麹及び水を原料として製造した清酒で香味及び色沢が良好なもの。
③本醸造:精米歩合70%以下の白米、米麹、醸造アルコール(95%アルコールとして白米の10%以内)及び水を原料として製造した清酒で、香味及び色沢が良好なもの。 -
 【上立香(うわだちか)】 清酒に鼻を近づけて感じる香りで、利き猪口等に入れて放置しておくと揮散してしまう香りをいう。
【上立香(うわだちか)】 清酒に鼻を近づけて感じる香りで、利き猪口等に入れて放置しておくと揮散してしまう香りをいう。
【滓引き】 上槽直後の日本酒をできるだけ寒冷な場所に設置した入れ口タンクに入れ、10日間位静置しておくと、次第に上澄みして滓が沈殿してくる。この滓と清澄となった清酒を上呑を抜いて分ける操作。
【麹(こうじ)】 一般的には穀類に麹菌やクモノスカビなどのカビ類を繁殖させたものをいい、カビ類が生産する酵素類を利用するために酒類の製造等に用いられる。その形状によりバラ麹と餅麹に大別される。酒税法の定義によると、澱粉物質またはこれと澱粉物質以外の物品を混和したものにカビ類を繁殖させたもので、澱粉物質を糖化させることができるものをいう。
清酒製造に用いる麹は、蒸米に黄麹菌を繁殖させた米麹で、蒸米の溶解糖化を行うアミラーゼなどの酵素類と酵母の増殖発酵を進める栄養素などを酒母と醪に供給している。 -
 洗米と浸漬は時間との戦い
洗米と浸漬は時間との戦い
洗米は、米の表面に残っているヌカを取り除き、浸漬も兼ねた作業です。
いかにきれいにヌカを落とすことが重要です。
温度によっても様子が変わるので、米を洗い浸漬のための水の温度も測っておきます。
洗った米は、水に浸します。浸漬具合を見ながら時間を測りまので、ストップウォッチ必須です。
水を含んだ米は、真っ白できれいです。
浸漬が終わったら水を切ります。杜氏が仕上がりを見ています。
洗米・浸漬の時間は、米の品種や産地、作柄、気温、水温によって微妙に変わります。
その時々によって変化する、気の抜けない作業なのです。 -
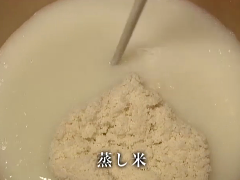
 蒸し米は麹造り、酒母(もと)、もろみの仕込みに使われます
蒸し米は麹造り、酒母(もと)、もろみの仕込みに使われます
米を蒸かすことで、米デンプンをβ型(生デンプン)からα型(蒸米)に変化させます。
α化により麹菌の生産した糖化酵素の作用を受けやすくします。
また、加熱による白米の殺菌で、以後の醸造工程を安全に進めるねらいもあります。
蒸米の外側を硬く、内部は軟らかく溶けやすく蒸された外硬内軟(がいこうないなん)の蒸米をだすことが大切です。
蒸米が完全に蒸せたかどうか調べるために、掌で蒸米を押しつぶしてモチ状に練ったものを“ひねりもち”と言います。
硬さ、弾力、手触り、透明度などを調べます。蒸米担当者が杜氏に検査してもらう為につくるひねりもちを検蒸(けんじょう)といいます。 -
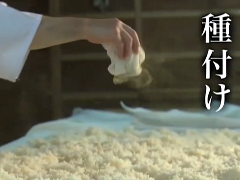 蒸し米に黄麹菌を植えて麹を造ります
蒸し米に黄麹菌を植えて麹を造ります
麹の生産した酵素の働きによって、デンプン質を糖化して、呈味成分をつくります。
蒸米の溶解・糖化をつかさどる酵素類(α-アミラーゼ、グルコアミラーゼ、酸性プロテアーゼなど)の、酒母・醪(もろみ)への供給や、栄養素の提供による清酒酵母の増殖や醗酵の促進などの役割があります。
蒸米に種付けした麹菌胞子が発芽繁殖して菌糸が白く見える状態を破精(はぜ)といいます。
-
 酒母(もと)は蒸し米、水、麹に酵母を加えたものです
酒母(もと)は蒸し米、水、麹に酵母を加えたものです
酒母はもろみの発酵を促す酵母を大量に培養したもので、日本酒造りには、良い酵母が大量に必要ですから、文字どおり「酒の母」といえます。
酒造りに必要な優良酵母が純粋培養されており、野生酵母や雑菌がいない状態に保つことが重要です。
乳酸によって、雑菌の繁殖を防止することや、使用時に酵母が正常な醪の醗酵に適した活性を持っていることも大切です。
-
 酒母(もと)に麹、蒸し米、水を加えてもろみを仕込みます
酒母(もと)に麹、蒸し米、水を加えてもろみを仕込みます
醪(もろみ)の香味の良し悪しが、そのまま清酒の品質に結びつきますので、醪造りは非常に大切な工程です。
このもろみがやがて原酒となります。
仕込みの方法は日本酒造りの特徴である三段階に分けて仕込みをする段仕込みが行われます。
一日目は初添え。翌日は仕込みはお休み。酵母はゆっくりと増えていきますが、これを踊りといいます。
三日目に二回目の仕込み(仲添え)をし、四日目に三回目の仕込み(留添え)をして仕込みは 完了します。
段仕込みは、雑菌の繁殖を抑えつつ酵母の増殖を促し、もろみの温度管理をやりやすくするための独得の方法なのです。 -
 醗酵の終わったもろみを清酒と粕に分離する操作を上槽といいます。
醗酵の終わったもろみを清酒と粕に分離する操作を上槽といいます。
二十日ほどかけて発酵を終えたもろみは、圧搾機で搾られ、酒と酒粕に分けられます。
上槽したばかりの清酒は、まだ活性を有するアミラーゼなどの酵素類を含んでおり、酵母も混在しています。
-
 搾りたての新酒は、ろ過、加熱(火入 れ)され、そして貯蔵されます
搾りたての新酒は、ろ過、加熱(火入 れ)され、そして貯蔵されます
製成後、一切加熱処理をしないお酒を生酒といい、製成後、加熱処理をしないで貯蔵し、出荷の際に加熱処理するお酒を生 貯蔵酒といいます。
香味が整うまでには、一定期間の貯蔵が必要で、貯蔵条件によって酒質が向上するか、また劣化するかが決まるので、製造工程と同様に注意を払う必要があります。
精米から、並行複発酵、段仕込みというとても複雑な工程を経て、約六十日間をかけて、日本酒は誕生するのです。